Что такое электрическая дуга?
Это загадочное явление впервые описал русский учёный В. Петров. Он создавал электрическую дугу, используя батарею, состоящую из тысяч медных и цинковых пластин. Изучая процесс зажигания дуги постоянным током, учёный пришёл к выводу, что воздушный промежуток между электродами при определённых условиях приобретает электропроводимость.
Одним из условий возникновения электрического пробоя является достаточно высокая разность потенциалов на концах электродов. Чем выше напряжение, тем больший газовый промежуток может преодолеть разряд. При этом образуется электропроводный газовый столб, который сильно разогревается во время горения дуги.
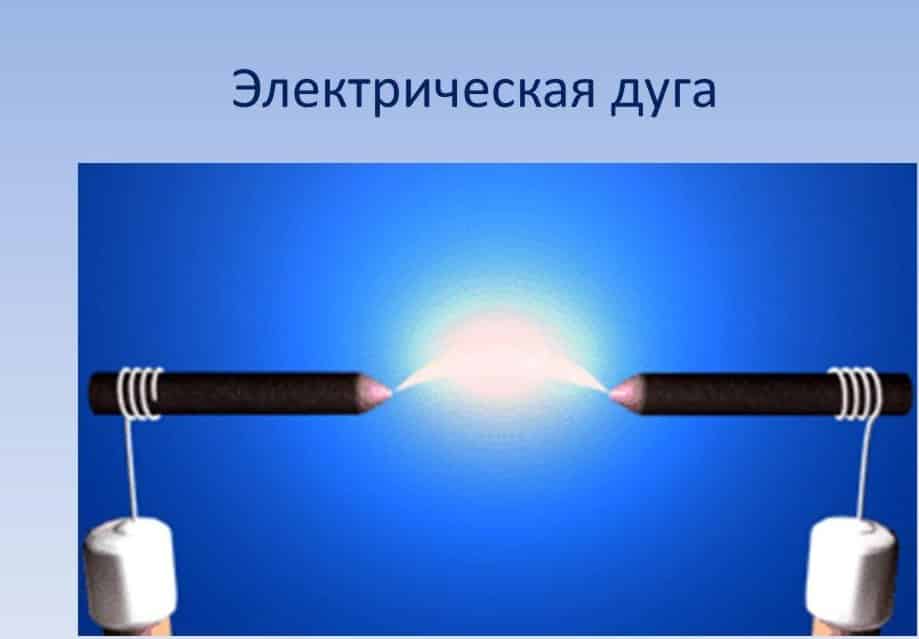
Рис. Электрическая дуга
Возникает резонный вопрос: «Почему воздух, являющийся отличным изолятором в обычном состоянии, вдруг становится проводником?».
Объяснение может быть только одно – в стволе дуги образуются носители зарядов, способные перемещаться под действием электрического поля. Поскольку в воздухе, в отличие от металлов, нет свободных электронов, то вывод напрашивается только один – ионизация газов (см. рис. 3). То есть, запуск процесса насыщения газа ионами, являющимися носителями электрического заряда.
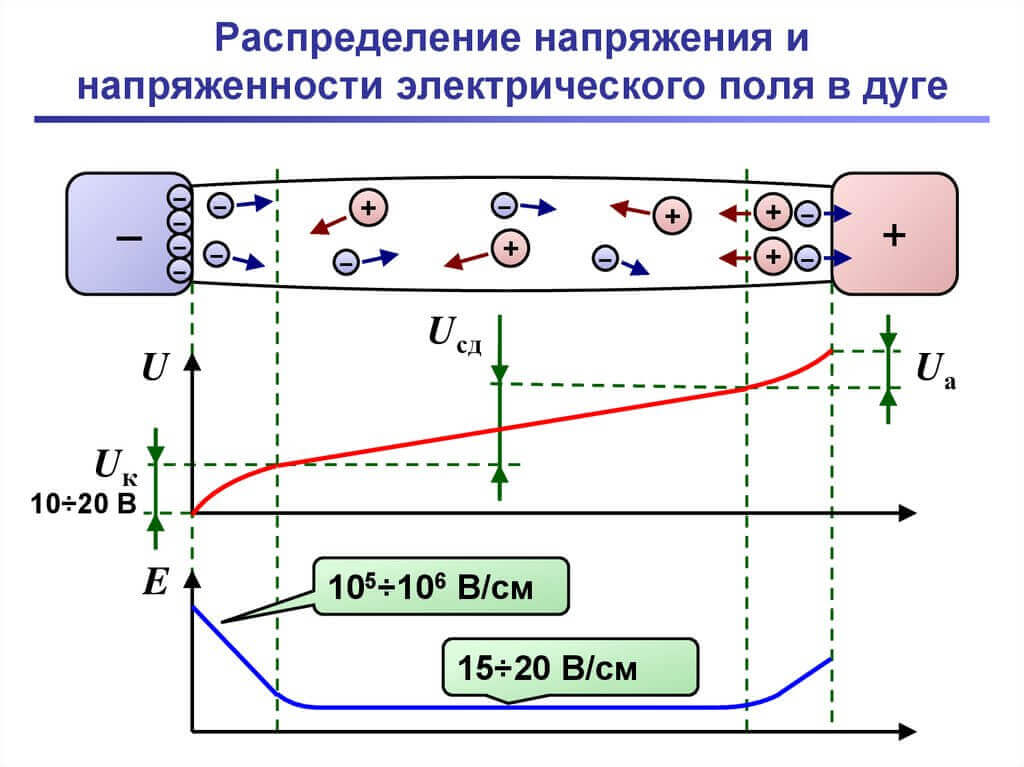
Рис. Физика электрической дуги
Ионизация воздуха происходит под действием различного вида излучений, включая рентгеновское и космическое облучение. Поэтому в воздухе всегда находятся небольшое количество ионов. Но поскольку ионы почти сразу рекомбинируются (превращаются в нейтральные атомы и молекулы), то концентрация заряженных частиц всегда мизерная. Получить вспышку дуги при такой концентрации невозможно.
Для возникновения дугового разряда нужен лавинообразный процесс ионизации. Его можно вызвать путём сильного нагревания газа, которое происходит при зажигании.
При размыкании контактов происходит эмиссия электронов, скапливающихся на очень маленьком пространстве. Под действием напряжённости электрического поля отрицательные заряды устремляются к электроду с положительным знаком.
При достижении напряжения пробоя, между электродами возникает искровой разряд, разогревающий область между электродами. Если ток достаточно большой, то количество тепла будет достаточно для запуска лавинообразного процесса ионизации воздуха.
На участке, который называют дуговым промежутком, образуется ствол, называемый столбом дуги и состоящий из горячей проводимой плазмы. По этому стволу протекает ток, поддерживающий разогревание плазмы. Так происходит процесс зажигания дугового разряда.
Насыщение плазменного ствола ионами разных знаков приводит к значительному увеличению плотности тока, а также к рекомбинации части ионов. Разогревание плазмы приводит также к увеличению давления в стволе. Поэтому часть ионов улетучивает в окружающее пространство.
Если не поддерживать образование новых зарядов, то произойдёт гашение дуги. Как мы уже выяснили, устойчивому горению сопутствуют 2 фактора: наличие напряжения между электродами и поддержание высокой температуры плазмы. Исключение одного из них, приведёт к гашению дуги.
Таким образом, можем сформулировать определение электрической дуги. А именно электрическая дуга – это вид искрового разряда, сопровождающегося большой плотностью тока, длительностью горения, малым падением напряжения на промежутке ствола, характеризующегося повышенным давлением газа, в котором поддерживается высокая температура.
Электрическая дуга отличается от обычного разряда большей длительностью горения.
Строение
Электрическая дуга состоит из трёх основных зон:
- катодной;
- анодной;
- плазменного столба.
В сварочных дугах размеры катодной и анодной зоны незначительные, по сравнению с длиной столба. Толщина этих зон составляет тысячные доли миллиметра. В зоне катодного падения напряжения (на конце отрицательного электрода) наблюдается наличие катодных пятен, которые образуются в результате сильного нагревания.
На рисунке изображена схема строения дуги, создаваемой сварочным аппаратом.
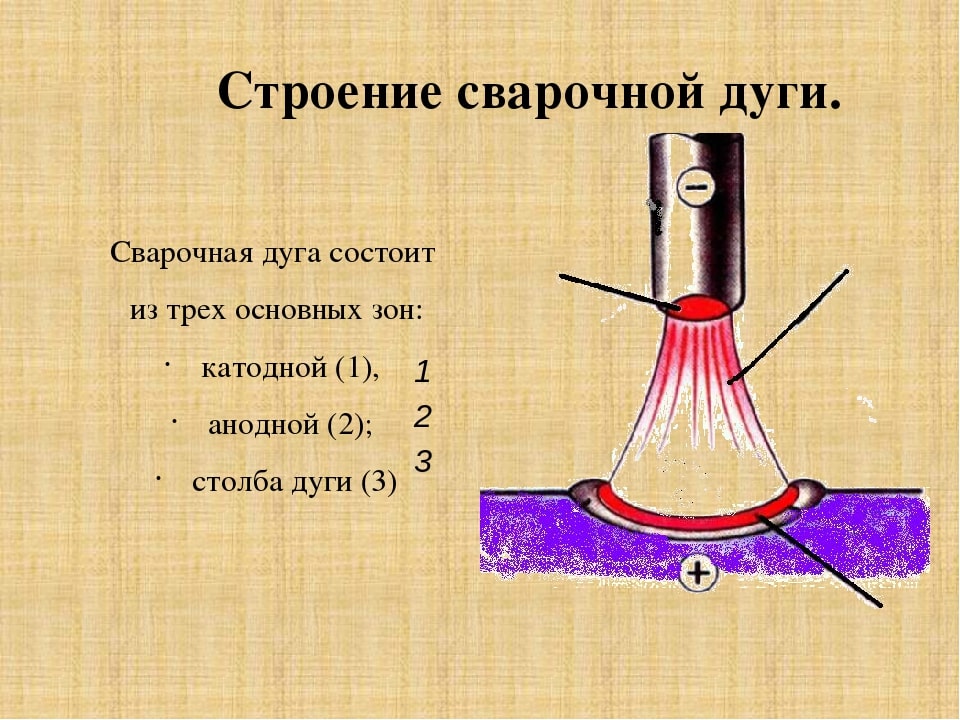
Рис. Строение сварочной дуги
Обратите внимание: с целью достижения наглядности, на картинке сильно преувеличены электродные зоны. В действительности их толщина измеряется в микронах.
Свойства
Высокая плотность тока в стволе электрической дуги определяет её главные свойства:
- Чрезвычайно высокую температуру плазменного ствола и околоэлектродных зон.
- Длительное горение, при поддержании условий образования ионов.
Эти свойства необходимо учитывать при борьбе с возникновением электрической дуги, так и при её применении в некоторых сферах.
Структура и характеристики электрической дуги
Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла.
Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги.
С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко управляема посредством электрических параметров.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е. их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы. Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой, которая является электропроводной.
Возбуждение сварочной дуги происходит в несколько этапов. Например, при сварке МИГ/МАГ, при соприкосновении конца электрода и свариваемой детали возникает контакт между микро выступами их поверхностей. Высокая плотность тока способствует быстрому расплавлению этих выступов и образованию прослойки жидкого металла, которая постоянно увеличивается в сторону электрода, и в конце концов разрывается.
В момент разрыва перемычки происходит быстрое испарение металла, и разрядный промежуток заполняется ионами и электронами возникающими при этом. Благодаря тому, что к электроду и изделию приложено напряжение электроны и ионы начинают двигаться: электроны и отрицательно заряженные ионы – к аноду, а положительно заряженные ионы – к катоду, и таким образом возбуждается сварочная дуга. После возбуждения дуги концентрация свободных электронов и положительных ионов в дуговом промежутке продолжает увеличиваться, так как электроны на своем пути сталкиваются с атомами и молекулами и “выбивают” из них еще больше электронов (при этом атомы, потерявшие один и более электронов, становятся положительно заряженными ионами). Происходит интенсивная ионизация газа дугового промежутка и дуга приобретает характер устойчивого дугового разряда.
Через несколько долей секунды после возбуждения дуги на основном металле начинает формироваться сварочная ванна, а на торце электрода – капля металла. И спустя еще примерно 50 – 100 миллисекунд устанавливается устойчивый перенос металла с торца электродной проволоки в сварочную ванну. Он может осуществляться либо каплями, свободно перелетающими дуговой промежуток, либо каплями, которые сначала образуют короткое замыкание, а затем перетекают в сварочную ванну.
Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке плавящимся электродом достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт. Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, что соответствует примерно 99% длины дуги. Таким образом, напряженность электрического поля в столбе дуги лежит в пределах от0,1 до 1,0 В/мм. Катодная и анодная области, напротив, характеризуются очень короткой протяженностью (около 0.0001 мм для катодной области, что соответствует длине свободного пробега иона, и 0.001 мм для анодной, что соответствует длине свободного пробега электрона). Соответственно, эти области имеют очень высокую напряженность электрического поля (до 104 В/мм для катодной области и до 103 В/мм для анодной).
Экспериментально установлено, что для случая сварки плавящимся электродом падение напряжения в катодной области превышает падение напряжения в анодной области: 12 – 20 В и 2 – 8 В соответственно. Учитывая то, что выделение тепла на объектах электрической цепи зависит от тока и напряжения, то становится понятным, что при сварке плавящимся электродом больше тепла выделяется, в той области, на которой падает больше напряжения, т.е. в катодной. Поэтому при сварке плавящимся электродом используется, в основном, обратная полярность подключения тока сварки, когда катодом служит изделие для обеспечения глубокого проплавления основного металла (при этом положительный полюс источника питания подключают к электроду). Прямую полярность используют иногда при выполнении наплавок (когда проплавление основного металла, напротив, желательно чтобы было минимальным).
В условиях сварки ТИГ (сварка неплавящимся электродом) катодное падение напряжения, напротив, значительно ниже анодного падения напряжения и, соответственно, в этих условиях больше тепла выделяется уже на аноде. Поэтому при сварке неплавящимся электродом для обеспечения глубокого проплавления основного металла изделие подключают к положительной клемме источника питания (и оно становится анодом), а электрод подключают к отрицательной клемме (таким образом, обеспечивая еще и защиту электрода от перегрева).
При этом, независимо от типа электрода (плавящийся или неплавящийся) тепло выделяется, в основном, в активных областях дуги (катодной и анодной), а не в столбе дуги. Это свойство дуги используется для того, чтобы плавить только те участки основного металла, на которые направляется дуга.
Те части электродов, через которые проходит ток дуги, называют активными пятнами (на положительном электроде – анодным, а на отрицательном – катодным пятном). Катодное пятно является источником свободных электронов, которые способствуют ионизации дугового промежутка. В то же время к катоду устремляются потоки положительных ионов, которые его бомбардируют и передают ему свою кинетическую энергию. Температура на поверхности катода в области активного пятна при сварке плавящимся электродом достигает 2500 … 3000 °С.
Строение дуги
Lк – катодная область; Lа – анодная область (Lа = Lк = 10-5-10-3см); Lст – столб дуги; Lд – длина дуги; Lд = Lк + Lа + Lст
К анодному пятну устремляются потоки электронов и отрицательно заряженных ионов, которые передают ему свою кинетическую энергию. Температура на поверхности анода в области активного пятна при сварке плавящимся электродом достигает 2500 … 4000°С. Температура столба дуги при сварке плавящимся электродом составляет от 7 000 до 18 000°С (для сравнения: температура плавления стали равна примерно 1500°С).
Нормативные документы
В списках несчастных случаев на производстве лидирует электротравматизм.
По статистике, поражения, связанные с электричеством составляют 10% от числа производственных травм. При этом электроэнергия — на первом месте по смертности, от ее воздействия гибнет до 50% от общего числа пострадавших.
К отраслям производства, персонал которого часто подвержен несчастным случаям, вызванными термическими рисками электрической дуги, относится в первую очередь электроэнергетика, а также металлургия, нефтегазовый комплекс, электрифицированный транспорт. Последним барьером между опасностью и несчастным случаем является комплексная защита (защитный костюм, средства индивидуальной защиты, обувь) от поражающего фактора электрической дуги.
Появление «микро молнии» на наглядном примере и схема строения
Для наглядности и лучшего понимания мы приведем простой пример. Представьте, что мы находимся в условиях лаборатории и проводим физическое исследование.
Для этого мы располагаем металлические шурупы наконечниками напротив друг друга на небольшой дистанции.
С помощью жилы мы подключим шурупы к источнику электропитания. По ходу увеличения силы тока, мы сможем проследить за возникновением небольших искр между шурупами, которое напоминание «микромолнию».

Благодаря такому воображаемому эксперименту, можно представить себе появление электрической дуги. Научным языком «микромолния» называется плазмой.
Практически именно эта искра и является электрической дугой. Простыми словами это поток электричества через воздушную среду между заряженными электродами.
Причины и условия появления
Как известно, если любое тело, проводящее электричество, например, гвоздь, шуруп и т.д., расположить в активном электрическом поле, то на его поверхности будут накапливаться заряженные частицы.
Более того, чем больше изгиб или искривление поверхности проводника, тем меньше их будет накапливаться. Если упростить терминологию – электрический заряд будет накапливаться на остром конце шурупа или гвоздя.
Пространство между, вышеприведенными в эксперименте, шурупами выступает в роли проводящего воздуха или газа.
Из-за влияния электрического поля происходит ионное заряжение, в результате которого появляются искры или «микромолния» или электрическая дуга.

Все эти термины подразумевают одно и тоже, потому рекомендуем использовать то, что для вас легче всего визуализировать и понять.
Напряжение тока во время которого появляется электрическая дуга, зависит от нескольких факторов внешней среды: давление, температура, влажность воздуха и т.д.
На заметку. Некоторые специалисты утверждают, что явление именно такой формы, поскольку в действительности траектория заряженных частиц искажается от воздействия внешней температуры, напоминая полукруг.
Чтобы зажечь электрическую дугу необходимо разорвать напряжение электроцепи. Для наглядности рекомендуем ознакомиться с иллюстрацией ниже.
Подробнее о зажигании и условиях горения.
- Между проводниками должно быть пространство.
- Чтобы разрушит напряжение электроцепи необходим ток с высоким показателем, в зависимости от дистанции между проводниками.
- Чтобы поддержать горение необходимо обеспечить постоянное питание 60 Вольт и ток 10 Ам.
Образование электрической дуги в воздухе
При увеличении напряжения между двумя электродами до уровня электрического пробоя в воздухе между ними возникает электрическая дуга. Напряжение электрического пробоя зависит от расстояния между электродами, давления окружающего газа, температуры окружающей среды, влажности и других факторов, потенциально сказывающихся на начало развития процесса.. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 — 5 В, а напряжение дугообразования — в два раза больше (9 — 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона — до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникает искровой разряд, импульсно замыкая электрическую цепь.
Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд — плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепь между электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 4700-49700 С. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
При эксплуатации высоковольтных электроустановок, в которых неизбежно появление электрической дуги, борьба с ней осуществляется при помощи электромагнитных катушек, совмещённых с дугогасительными камерами. Среди других способов известны использование вакуумных, воздушных, элегазовых и масляных выключателей, а также методы отвода тока на временную нагрузку, самостоятельно разрывающую электрическую цепь.
Влияние электрической дуги на электрооборудование
В ряде устройств явление электрической дуги является вредным. Это в первую очередь контактные коммутационные устройства, используемые в электроснабжении и электроприводе: высоковольтные выключатели, автоматические выключатели, контакторы, секционные изоляторы на контактной сети электрифицированных железных дорог и городского электротранспорта. При отключении нагрузок вышеуказанными аппаратами между размыкающимися контактами возникает дуга.
Механизм возникновения дуги
- Уменьшение контактного давления — количество контактных точек уменьшается, растёт сопротивление в контактном узле;
- Начало расхождения контактов — образование «мостиков» из расплавленного металла контактов (в местах последних контактных точек);
- Разрыв и испарение «мостиков» из расплавленного металла;
- Образование электрической дуги в парах металла (что способствует большей ионизации контактного промежутка и трудности при гашении дуги);
- Устойчивое горение дуги с быстрым выгоранием контактов.
Для минимального повреждения контактов необходимо погасить дугу в минимальное время, прилагая все усилия по недопущению нахождения дуги на одном месте (при движении дуги теплота, выделяющаяся в ней будет равномерно распределяться по телу контакта).
Методы борьбы с электрической дугой
- охлаждение дуги потоком охлаждающей жидкости (масляный выключатель);
- охлаждение дуги потоком охлаждающего газа — (воздушный выключатель, автогазовый выключатель, масляный выключатель, элегазовый выключатель), причём поток охлаждающей среды может проходить как вдоль ствола дуги (продольное гашение), так и поперёк (поперечное гашение); иногда применяется продольно-поперечное гашение;
- использование дугогасящей способности вакуума — известно, что при уменьшении давления газов, окружающих коммутируемые контакты до определённого значения, приводит к эффективному гашению дуги (в связи с отсутствием носителей для образования дуги) вакуумный выключатель.
- использование более дугостойкого материала контактов;
- применение материала контактов с более высоким потенциалом ионизации;
- применение дугогасительных решёток (автоматический выключатель, электромагнитный выключатель).
- Принцип применения дугогашения на решётках основан на применении эффекта околокатодного падения в дуге (большая часть падения напряжения в дуге — это падение напряжения на катоде; дугогасительная решётка — фактически ряд последовательных контактов для попавшей туда дуги).
- использование дугогасительных камер — попадая в камеру из дугостойкого материала, например слюдопласта, с узкими, иногда зигзагообразными каналами, дуга растягивается, сжимается и интенсивно охлаждается от соприкосновения со стенками камеры.
- использование «магнитного дутья» — поскольку дуга сильно ионизирована, то её в первом приближении можно полагать как гибкий проводник с током; создавая специальными электромагнитами (включённых последовательно с дугой) магнитное поле можно создавать движение дуги для равномерного распределения тепла по контакту, так и для загона её в дугогасительную камеру или решётку. В некоторых конструкциях выключателей создаётся радиальное магнитное поле, придающее дуге вращательный момент.
- шунтирование контактов в момент размыкания силовым полупроводниковым ключом тиристором или симистором, включеным параллельно контактам, после размыкания контактов полупроводниковый ключ отключается в момент перехода напряжения через ноль (гибридный контактор, тирикон).
Применение – электрическая дуга
Применение электрической дуги для освещения было осуществлено в 1876 г. П. И. Яблочковым, который, расположив параллельно угольные электроды, подвел к ним переменное напряжение. Дуга получилась устойчивой, электроды изнашивались равномерно.
Возможность применения электрической дуги для сварки и резки металлов была вскоре использована промышленностью.
Возможность применения электрической дуги для целей сварки была обоснована русскими учеными Н. Н. Бенар-досом ( 1882 г.) и Н. Г. Славяновым ( 1888 г.), которые впервые осуществили дуговую сварку металлов.
Перечислим некоторые применения электрической дуги . Электрическая дуга используется в осветительной аппаратуре, в плавильных печах, в медицинской аппаратуре ( в аппаратах искусственного горного солнца) и для дуговой сварки металлов. Для зажигания, например, медицинской лампы, представляющей собой кварцевый баллон с ртутными электродами, ее наклоняют до появления струйки ртути, соединяющей электроды. При повороте лампы в вертикальное положение в месте разрыва струйки образуется дуга, дающая много ультрафиолетовых лучей.
Что касается применений электрической дуги для осветительных целей, то оно было тесно связано с проблемой регулирования расстояния между концами электродов.
Почти одновременно с применением электрической дуги для плавки металлов в дуговых печах, электрическая дуга с угольным электродом впервые в 1886 г. была использована русским изобретателем Н. Н. Бенардосом ( 1842 – 1905 гг.) для сварки металлов, а несколько позднее ( в 1890 г.) горный инженер Н. Г. Славянов ( 1854 – 1897 гг.) применил для сварки и наплавки металла электрическую дугу с металлическим электродом.
По мере того, как применения электрической дуги в технике становятся все более многочисленными ( освещение, дуговые электрические печи, электросварка, выключатели и пр. Ведутся работы как по изучению физических процессов в дуге и установлению ее физических характеристик, так и по разработке теории дуги. Ряд важных исследований дуги был проведен в двадцатых годах. Значительно усилились исследования дуги в тридцатых и сороковых годах. Исследование дуги интенсивно продолжалось и в пятидесятых годах.
При современных способах сварки с применением электрической дуги ( ручная, контактная) появление таких дефектов маловероятно.
В своих работах он показал возможность применения электрической дуги для освещения, плавки и сварки металлов, а также восстановления металлов из окислов. Это было крупнейшим открытием, которое после работ ряда ученых и изобретателей широко стало применяться в промышленном производстве и в быту.
Разновидностью способа испарения металла в вакууме является применение электрической дуги между двумя электродами из этого металла. Под действием этой дуги металл плавится, испаряется и осаждается тонким слоем на поверхности изделий.
Разновидностью способа испарения металла в вакууме является применение электрической дуги между двумя электродами из этого металла. Под действием этой дуги металл плавится, испаряется и осаждается тонким слоем на поверхности изделий.
Разновидностью способа испарения металла в вакууме является применение электрической дуги между двумя электродами из наносимого металла. Под действием этой дуги металл плавится, испаряется и осаждается тонким слоем па поверхности изделий.
Разновидностью способа испарения металла в вакууме является применение электрической дуги между двумя электродами из наносимого металла. Под действием этой дуги металл плавится, испаряется и осаждается тонким слоем на поверхности изделий.
Полезное применение

Не следует думать, что рассматриваемое явление является лишь источником вреда. В различных областях промышленности электрическая дуга помогает людям:
- Электродуговая резка и сварка металла. Высокая температура используется для соединения и резки металлов. Электрическую сварочную дугу классифицируют по источнику питания, видам электродов, свободе и длине дуги, а также типу тока. Разработано множество способов соединения – от технологии с использованием специальных электродов для электродуговой сварки в среде защитного газа до сварки трехфазной дугой.
- Изготовление осветительных приборов. Все газоразрядные лампы, которые используют разряд в качестве источника света.
- Металлургическая промышленность. Яркий пример – дуговая сталеплавильная печь, в которой металлы плавятся под воздействием высокой температуры дуги.





. Что такое фотон, его импульс, масса, энергия и другие свойства")