Сварочный трансформатор применяется для образования неразъёмных соединений в производственных и ремонтных целях настолько широко, что уже стал классическим оборудованием.
Сварочный трансформатор предназначен для следующих задач:
- преобразование высокого сетевого напряжения в низкое, а низкой силы электрического тока в высокую;
- осуществление сварочных и наплавочных работ посредством расходования покрытых электродов.
При совмещении результатов этих процессов осуществляется ручная дуговая сварка. Несмотря на освоение этой техники уже более 100 лет назад трансформатор до сих широко применяется.
Причинами этого являются простота и дешевизна устройства, его низкая неприхотливость и высокая ремонтопригодность, а также универсальность как для технического средства производства.
Если вы хотите узнать какие бывают способы сварки, то переходите по ссылке.
Рассмотрим устройство и принцип действия сварочного трансформатора, а также его основные конструкционные особенности.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).
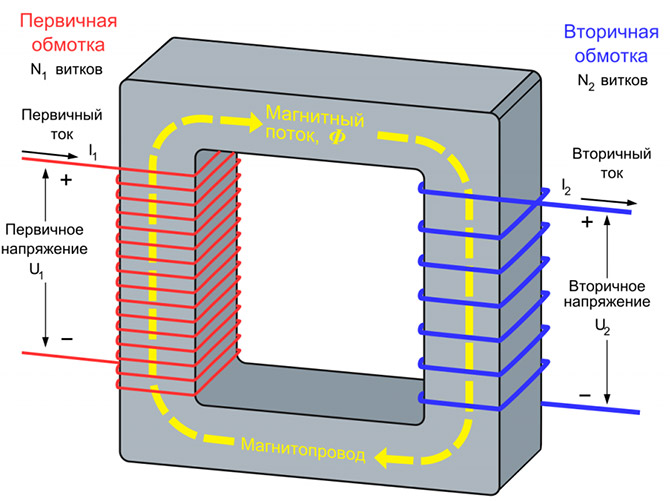
Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.
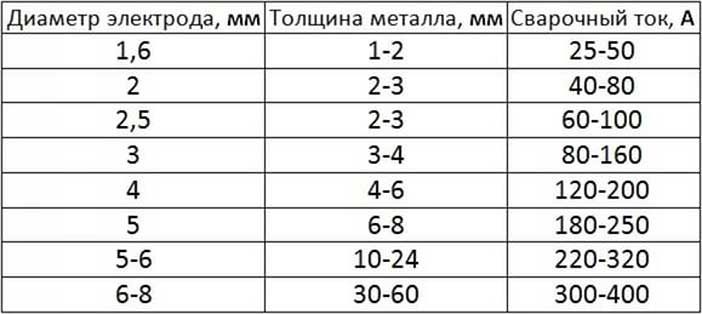
Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Холостой режим
Агрегат может функционировать в двух режимах:
- нагрузочном;
- холостого хода.
В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.
Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.
Устройство сварочных трансформаторов
Источниками питания дуги переменного тока являются сварочные трансформаторы.
Трансформатор – это электрический аппарат, предназначенный для преобразования переменного напряжения одной величины в переменное напряжение другой величины той же частоты.
Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке. Кроме того, они являются базовым элементом сварочных выпрямителей и специализированных источников питания сварочной дуги.
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 1) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
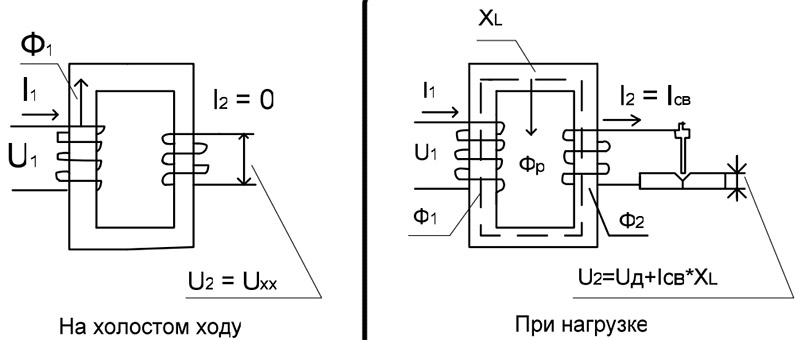
Режим холостого хода трансформатора (см. рис. 1, а) устанавливают при отсутствии дуги (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке протекает небольшой ток I1 (ток холостого хода), который создает в сердечнике переменный магнитный поток Ф. Этот поток, согласно закону Фарадея, создает в первичной и вторичной обмотках переменные ЭДС E1 и E2, зависящие от числа витков первичной и вторичной обмоток w1, w2 и частоты переменного тока f:

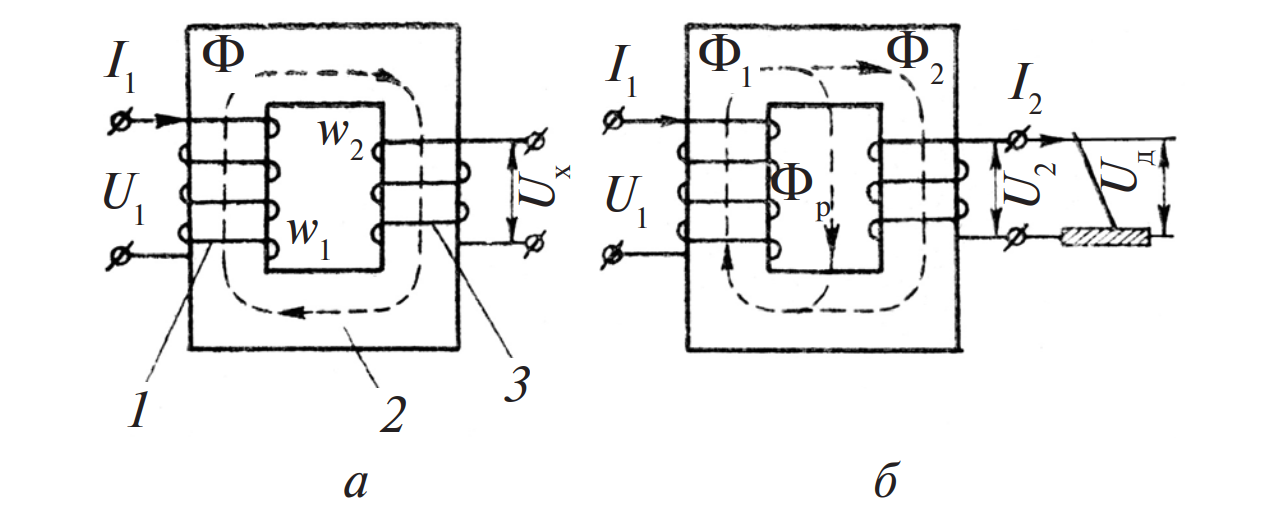
Рис. 1. Схема работы трансформатора: а – на холостом ходу; б – под нагрузкой (Фр – магнитный поток рассеяния)
Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит. Согласно второму закону Кирхгофа, вторичное напряжение U2 при холостом ходе максимально и равно E2. Такое напряжение называют напряжением холостого хода Uх.
Если не учитывать небольшие потери на активном и индуктивном сопротивлении первичной обмотки, сетевое напряжение U1 уравновешивается в трансформаторе Е1 первичной обмотки.
Разделив Е1 на Е2 и заменив их напряжения U1 и U2, получим коэффициент трансформации:

Коэффициент трансформации n равен отношению количества витков первичной w1 и вторичной w2 обмоток.
В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое (60–90 В). Такие трансформаторы называют понижающими.
Режим нагрузки (см. рис. 1, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равного напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток Ф2, который уменьшает величину магнитного потока Ф1, создаваемого первичной обмоткой. Противодействуя этому, сила тока I1 в первичной обмотке увеличивается. Ток I1 в режиме нагрузки на порядок (в 10 раз) превышает значение тока на холостом ходу.
Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии: потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в n раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3–6 раз больше первичного.
Трансформатор разделяет силовую (сетевое питающее напряжение – первичная обмотка) и сварочную (нагрузка – вторичная обмотка) цепи, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Сварочные трансформаторы могут иметь крутопадающую и жесткую формы внешней характеристики.
В зависимости от назначения трансформатора возможны различные конструкционные исполнения этих элементов, а также различное количество катушек обмоток.
Магнитопровод собирается из лакированных листов трансформаторной стали, что уменьшает потери от вихревых токов. Первичная обмотка выполняется изолированным проводом, вторичная – чаще голой медной или алюминиевой шиной.
В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции трансформаторов: трансформаторы амплитудного регулирования с нормальным рассеянием; амплитудного регулирования с увеличенным рассеянием; фазового регулирования (тиристорные).
Требования к конструкции трансформаторов и техническим характеристикам изложены в ГОСТ 95–77 «Трансформаторы однофазные однопостовые для ручной дуговой сварки» и ГОСТ 7012–77 «Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом».
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Особенности схемы и модификации аппарата
Кроме стандартных устройств, в сварочном трансформаторе могут применяться дополнительные элементы, совершенствующие конструкцию агрегата. Схема может выполняться с использованием:
- нескольких катушек на выходе;
- конденсаторов;
- импульсных стабилизаторов;
- тиристорных преобразователей.
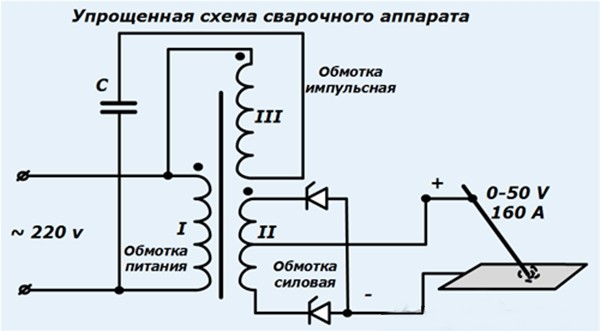
Схема может дополняться резисторами, регулирующими силу тока, если изменение расстояния между катушками не позволяет добиться необходимых характеристик. Эти элементы могут потребоваться, если предполагается сварка тонкого металла, или мощность оборудования чрезмерно велика.
Сварочная аппаратура с шунтом
Сварка с таким агрегатом проста, его схема состоит из «обычной» основы в виде магнитопровода, обмоток и вводимым в проём магнитопровода металлическим элементом. Последний отличается массивностью и предназначен на отбор генерируемой ЭДС. Применяется такое устройство на производстве.
Принцип работы трансформаторного шунта: при необходимости понижения силы тока он подаётся в магнитопровод механическим путём в расчётное положение. На него также начинает рассеиваться магнитное поле, изменяется общее сопротивление электроцепи, что сразу отражается на напряжении и силе тока.
Вся суть – в изменении зазоров от края магнитопровода до шунта. Из-за снижающегося сопротивления воздуха часть магнитного потока переходит на шунт – и не попадает на вторичную обмотку.
Сварочные трансформаторы с секционными обмотками
Такая конструкция включает в себя сразу несколько обмоток, каждая из которых является ступенью для регулирования. Каждая ступень имеет различное количество витков, что при подключении в цепь позволяет генерировать отличающийся по силе электрический ток.
Принцип этой схемы – комбинирование имеющихся ступеней на обмотках для получения необходимых вольт-амперных характеристик сварочной дуги.
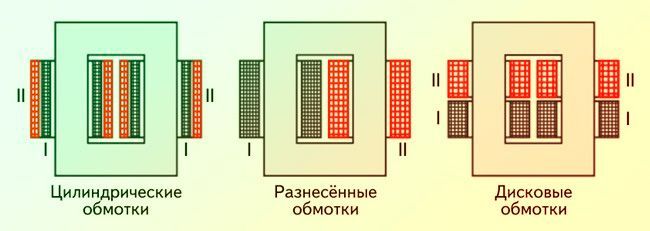
Взаимное положение обмоток выполняется для снижения объёмности. Их наматывают друг на друга или рядом. Для подключения на своеобразный пульт выводятся контакты, составление требуемой конфигурации производится переключателями.
Полноценная настройка достигается наличием ступенчатости как во вторичной, так и в первичной обмотках.
Тиристорные сварочные трансформаторы
Регулирование параметров сварочной дуги производится силами тиристора. Суть его работы – в изменении среднего напряжения при переменном токе.
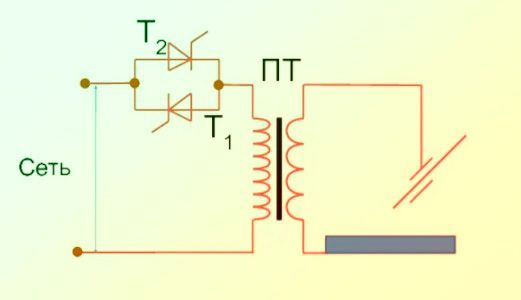
Конструктивно такая «надстройка» состоит из пары тиристоров, настроенных симметрично и смонтированных навстречу друг другу. Это обеспечивает жёсткие вольт-амперные характеристики.
Схема отличается значительным КПД, так как при установке на первичной обмотке потери от падения напряжения будут выше. При этом номинальные токи в самих тиристорах существенно ниже.
Маркировка сварочных трансформаторов
В условном обозначении источников питания принята определенная система. Полное условное обозначение состоит из буквенных и цифровых индексов.
1) Первая буква указывает тип источника питания:
Т — трансформатор, Г — генератор, А — агрегат, В — выпрямитель, У -специализированный источник-установка;
2) Вторая буква обозначает вид сварки:
Д — дуговая, П — плазменная;
3) Третья буква — способ сварки:
Ф — под слоем флюса, Г — в среде защитных газов, У — универсальный источник питания для нескольких способов сварки. Отсутствие буквы на третьем месте соответствует ручной сварке покрытыми электродами;
4) Четвёртая буква–способ регулирования сварочного тока:
М – механический, Э – электрический;
5) Пятая буква –количество постов сварки:
М –для многопостовой сварки (без обозначения говорит об одном посте);
6) Две последующие цифры — номинальный сварочный ток:
округленно в десятках Ампер;
7) Последние одна или две цифры:
обозначают регистрационный номер в разработке;
 Следующая буква(или две) означает климатическое исполнение СТ:
Следующая буква(или две) означает климатическое исполнение СТ:
ХЛ – для холодного климата, У — для умеренного климата, Т- для тропического климата;
9) Последняя цифра указывает категорию размещения источника питания:
1 — для работы на открытом воздухе, 2 -в помещениях со свободным доступом наружного воздуха,3 — в закрытых помещениях, 4 –закрытых помещениях с искусственным микроклиматом, 5 – в помещениях с повышенной влажностью.
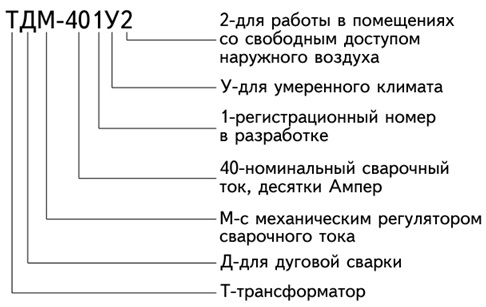
К примеру, расшифруем структурное обозначение (маркировку) сварочного трансформатора ТДМ-401У2:
Характеристики и паспортные данные источников питания
К основным параметрам сварочных трансформаторов относятся:
1) Номинальное напряжение питающей сети Uном, В:
Требуемое для работы сварочного трансформатора напряжение. Как правило составляет 220В или 380В.
2) Номинальный сварочный ток Iсв, А:
Номинальный сварочный ток — максимальный сварочный ток в нормальном (не аварийном) режиме работы СТ.
3) Пределы регулирования сварочного тока А:
Диапазон регулировки силы тока обеспечивающий работу с тонкими электродами и деталями при малом токе, и достаточно толстыми электродами для сваривания массивных деталей при большом токе.
4) Предельное значение напряжения холостого хода Uхх, В:
Напряжение на вторичной обмотке СТ без нагрузки. Эта характеристика отвечает за легкость появления сварочной дуги. Чем выше будет напряжение, тем легче появится дуга. Но оно ограничивается величиной 60-80В для обеспечения безопасности сварщика.
5) Номинальное рабочее напряжение Uраб, В:
Напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Напряжение дуги во время работы составляет около 20-30В.
6) Максимальная мощность S, кВ-А:
От значения этого параметра зависит максимальная величина рабочего тока СТ, а значит и толщина свариваемых деталей.
7) Номинальный режим работы — продолжительность нагрузки ПН, %
ПН определяется отношением времени сварки к сумме времени сварки и времени холостого хода и выражается в %:
ПН=tсв/(tсв+txx)×100%.
ПН промышленных СТ для ручной дуговой сварки обычно составляет 60% на номинальном токе (например, 6мин – работа, 4мин – пауза).
Номинальная частота питающей сети ƒном, Гц:
Номинальная частота напряжения питающей сети (составляет 50 Гц.)
Эти паспортные данные наносятся на металлическую пластину, которая называется табличкой, и закрепляется на видном месте СТ. Маркировкаизделиядолжнасодержатьосновные (обязательные) и дополнительные данные, характеризующие изделие. Маркировка выполняется согласно ГОСТу 18620-86. Рассмотрим, например,табличку СТ ТДМ-401У2:

Какие параметры учитывать при выборе
При выборе оборудования, необходимо учитывать поставленные задачи и, исходя из этого, приобретать модель. Производятся приборы следующих классов:
- бытовые – для незначительных по объему работ в домашних условиях. Предполагает эксплуатацию в течение до 10 мин., после чего требуется перерыв. Величина сварочного тока не превышает 200 А;
- профессиональные – применяется при выполнении ремонтов конструкций и рассчитан на продолжительную работу. Показатели сварочного тока – от 200 до 300 А;
- промышленные – используются на производстве. Предполагают возможность непрерывной эксплуатации в течение суток с незначительными паузами. Производятся со сварочным током от 250 до 500 А.
Кроме класса и величины тока при выборе аппарата следует учитывать номинальное напряжение, на которое он рассчитан. Бытовые сети предполагают величину напряжения 220 В, с возможностью отклонения в ту или иную сторону до 15 процентов.
Еще один важный фактор – стоимость. Каждый должен выбирать, исходя из цены, зависящей от перечисленных ранее критериев и политики изготовителя.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надежное и неразъемное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
- Сетевому напряжению (220 или 380 В) на рабочем месте.
- Напряжению при холостом ходе не более 70 В. Но при низком значении будет трудней зажигать дугу.
- Входной и выходной мощности. Чем меньше разница между ними, тем больше КПД трансформаторного сварочного аппарата.
- Номинальному сварочному току. У моделей бытового назначения значение не превышает 200 А, полупрофессиональные рассчитаны на 300 А, а промышленные до 1000 А.
- Диапазону регулировки. Бытовые модели способны изменять ток в пределах 50 — 200 А.
- Длительности непрерывной работы. Бытовыми аппаратами можно сваривать без перекура 15 — 20 мин, а промышленными до нескольких часов.
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».
Классификация по различным признакам
Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.
На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.
Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Как сделать сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.
Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Перед физической работой важно определиться со схемой и параметрами изделия.
В качестве основы берутся листы трансформаторного железа – если такого нет «под руками», рекомендуется приобрести подходящие заготовки. Применение обычной листовой стали не принесёт достаточного результата. Можно взять части старых трансформаторов.
Магнитопровод следует делать замкнутой формы – квадратом или прямоугольником, они практичнее круга.
Для создания обмоток важно подбирать медные провода с высокой теплостойкостью. Изоляция у такого должна быть стеклотканевой или хлопчатобумажной – резина не допускается. Поперечное сечение провода для первичной обмотки – около 5-6 кв. мм, что позволит получить здесь до 25 А.
Поперечное сечение для вторичной обмотки – около 30-35 кв. мм, здесь будет протекать значительный по величине сварочный ток. Изоляция должна быть максимально надёжной.
Выполнение обмоток производится в едином направлении. Между рядами необходимо прокладывать дополнительную изоляцию – оптимальна хлопчатобумажная ткань или специальным образом пропитанная трансформаторная бумага.
Укомплектованный обмотками магнитопровод размещается в стальной корпус. Крепёж также изолируется для профилактики утечки тока и короткого замыкания. Корпус важно делать с вентиляционными проёмами – в работе трансформатор греется, ему необходимо сбрасывать тепло.
Вводные и выводные клеммы закрепляются в корпусе и защищаются изолирующими материалами. Органы включения и управления следует располагать на боковой плоскости – не на верхней.
Для гарантированного качества и предотвращения коротких замыканий лучше покупайте заводские трансформаторы.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
- Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
- Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
- Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Всем, кто знает, какой сварочный трансформатор лучше выбрать среди моделей, представленных на рынке, или имеет опыт изготовления такого устройства, поделитесь навыками в комментариях!
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
Недостатки:
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Предыдущая